vakua gasa sensoifiga forno Horizontala kun ununura ĉambro




Kio estas vakua gasa sensoifigo
Vakua gasa malvarmigo estas la procezo de varmigo de la laborpeco sub vakuo, kaj poste rapida malvarmigo en la malvarmiga gaso kun alta premo kaj alta flukvanto, por plibonigi la surfacan malmolecon de la laborpeco.
Kompare kun ordinara gasa malvarmigo, oleomalvarmigo kaj salbanomalvarmigo, vakua altprema gasa malvarmigo havas evidentajn avantaĝojn: bonan surfacan kvaliton, neniun oksidiĝon kaj neniun karbonigon; bonan malvarmigan homogenecon kaj malgrandan deformadon de la laborpeco; bonan kontroleblecon de malvarmiga forto kaj kontroleblan malvarmigan rapidecon; altan produktivecon, ŝparante la purigadon post malvarmigo; neniun median poluadon.
Ekzistas multaj materialoj taŭgaj por vakua altprema gasa sensoifigo, ĉefe inkluzive de: rapidŝtalo (kiel tranĉiloj, metalaj muldiloj, ŝtampoj, mezuriloj, lagroj por jetmotoroj), ilŝtalo (horloĝpartoj, fiksaĵoj, gazetaroj), ŝtampoj, lagroŝtalo, ktp.
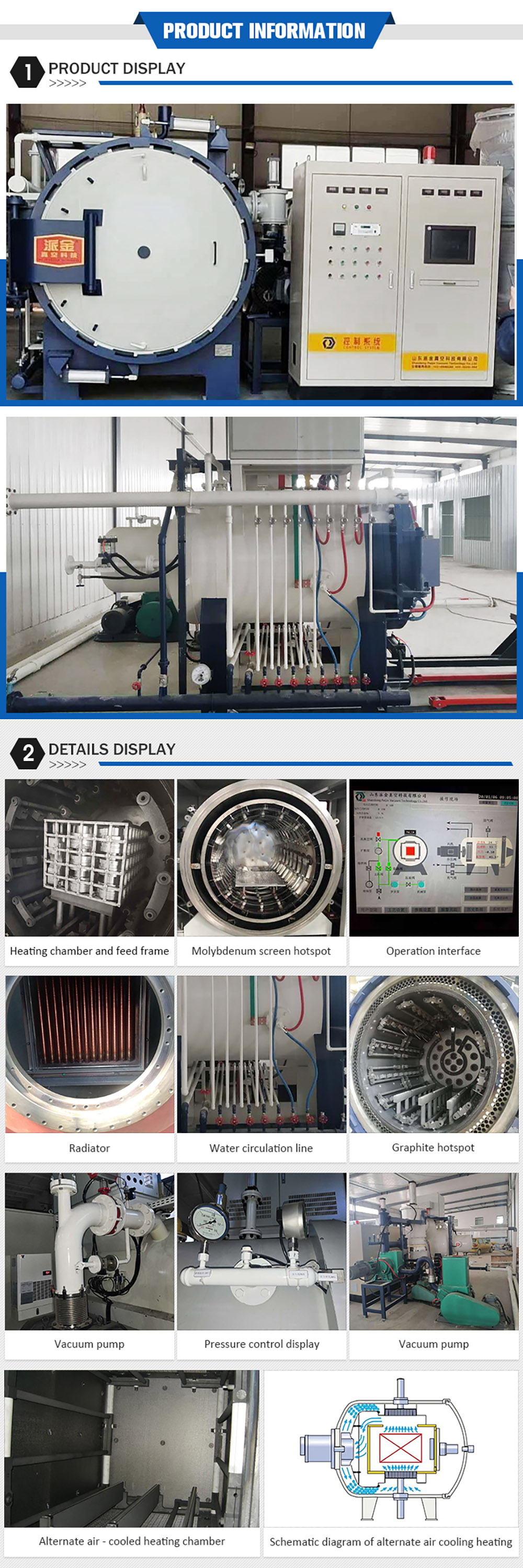
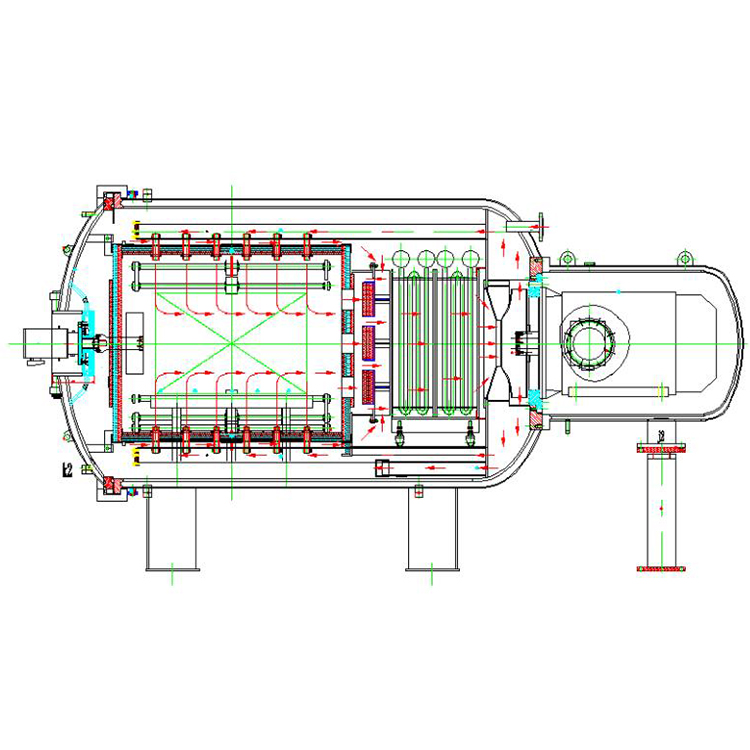
La vakua gasa sensoifiga forno Paijin estas vakua forno konsistanta el forna korpo, hejta ĉambro, varma miksa ventumilo, vakua sistemo, gasa pleniga sistemo, vakua parta prema sistemo, elektra kontrola sistemo, akva malvarmiga sistemo, gasa sensoifiga sistemo, pneŭmatika sistemo, aŭtomata forna nutra ĉaro kaj elektroproviza sistemo.



Apliko
Paijin Vakua gasa sensoifiga fornotaŭgas por malvarmiga traktado de materialoj kiel ekzemple ŝtalo, rapidŝtalo, rustorezista ŝtalo, ktp; solva traktado de materialoj kiel rustorezista ŝtalo, titanio kaj titana alojo; kalcina traktado kaj hardiga traktado de diversaj magnetaj materialoj; kaj povas esti uzata por vakua lutado kaj vakua sintrado.

Karakterizaĵoj
1. Alta malvarmiga rapideco:per uzado de alt-efikeca kvadrata varmointerŝanĝilo, ĝia malvarmiga rapideco pliiĝas je 80%.
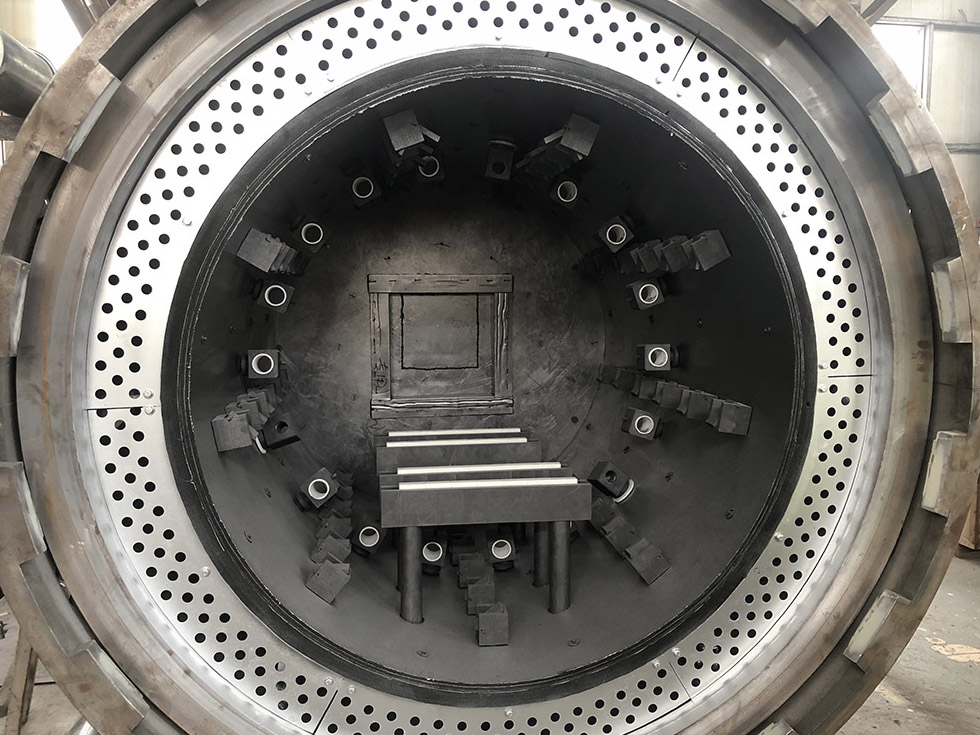
2. Bona malvarmiga homogeneco:Aerajutoj estas egale kaj ŝtuparigitaj ĉirkaŭ la hejtkamero.
3. Alta Energiŝparo:Ĝiaj aeraj ajutoj aŭtomate fermiĝos dum la hejtado, kio malpliigas ĝian energikoston je 40%.
4. Pli bona temperatura homogeneco:ĝiaj hejtelementoj estas egale aranĝitaj ĉirkaŭ la hejtkamero.
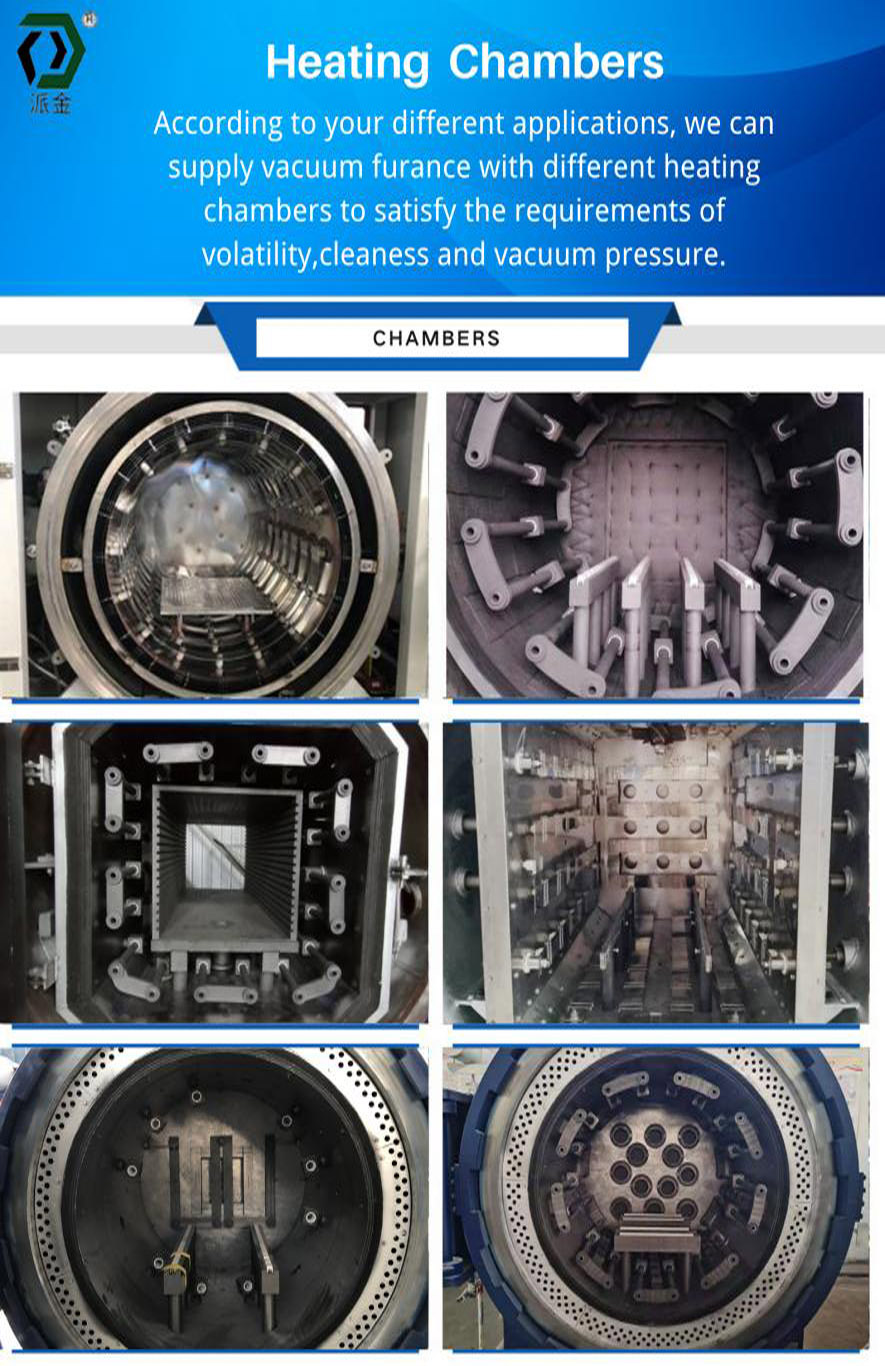
5. Taŭga por diversaj procezaj medioj:La izola tavolo de ĝia hejtkamero estas farita el kompozita malmola izola tavolo aŭ metala izola ekrano, taŭga por diversaj medioj.
6. Inteligenta kaj facila por proceza programado, stabila kaj fidinda mekanika agado, aŭtomate, duonaŭtomate aŭ mane alarmante kaj montrante la erarojn.
7. Frekvenckonverta kontrolo de gasa sensoifiga ventolilo, laŭvola konvekcia aerhejtado, laŭvola 9-punkta temperaturmezuro, partaprema sensoifigo kaj izoterma sensoifigo.
8. Kun tuta AI-kontrolsistemo kaj ekstra mana operaciumo.
Norma modela specifo kaj parametroj
| Norma modela specifo kaj parametroj | |||||
| Modelo | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Efika Varma Zono LWH (mm) | 500*500 * 700 | 600*600 * 900 | 700*700 * 1100 | 800*800 * 1200 | 900*900 * 1600 |
| Ŝarĝa Pezo (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maksimuma temperaturo (℃) | 1350 | ||||
| Precizeco de temperaturkontrolo (℃) | ±1 | ||||
| Forna temperaturo homogeneco (℃) | ±5 | ||||
| Maksimuma Vakua Grado (Pa) | 4.0 * E -1 | ||||
| Premo-altiĝofteco (Pa/H) | ≤ 0.5 | ||||
| Premo de gasa sensoifigo (Baro) | 10 | ||||
| Fornega strukturo | Horizontala, unuĉambra | ||||
| Metodo por malfermi fornegan pordon | Ĉarniro-tipo | ||||
| Hejtelementoj | Grafitaj hejtelementoj | ||||
| Hejta ĉambro | Komponaĵa strukturo de Grafita malmola felto kaj mola felto | ||||
| Tipo de fluo de gasa sensoifigo | Vertikala alterna fluo | ||||
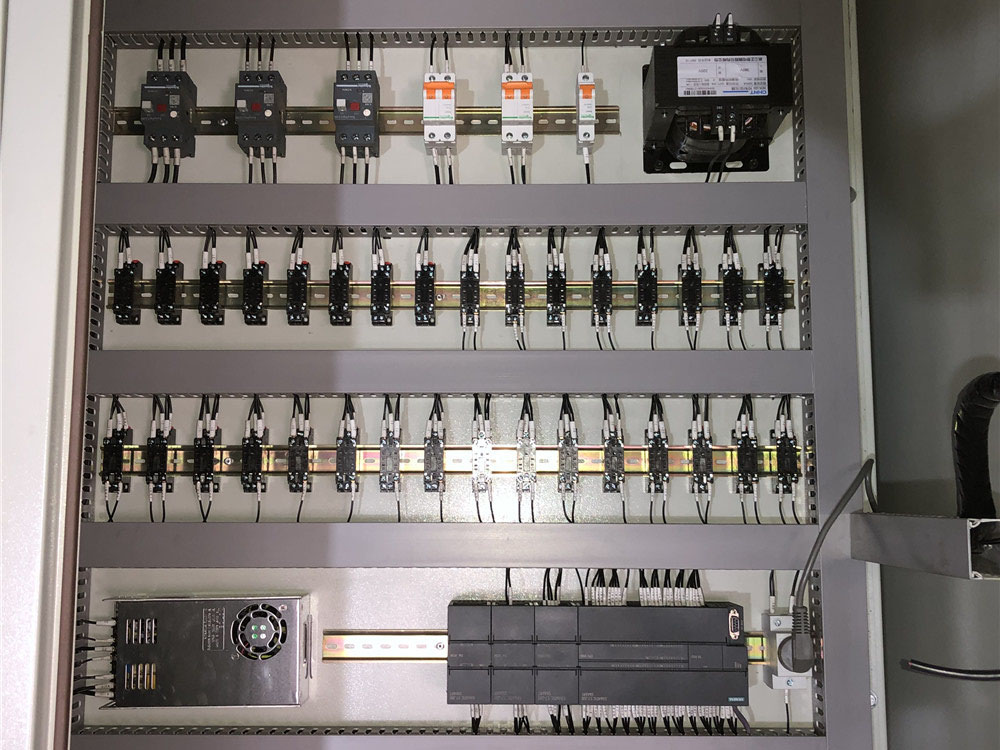
| PLC kaj elektraj elementoj | Siemens AG | ||||
| Temperaturregilo | EUROTHERM | ||||
| Vakua pumpilo | Mekanika pumpilo kaj radikpumpilo | ||||
| Personigitaj laŭvolaj intervaloj | |||||
| Maksimuma temperaturo | 600-2800 ℃ | ||||
| Maksimuma temperaturo grado | 6.7 * E -3 Pa | ||||
| Gasa sensoifiga premo | 6-20 Trinkejo | ||||
| Fornega strukturo | Horizontala, Vertikala, unuĉambra aŭ pluĉambra | ||||
| Metodo de pordmalfermo | Ĉarnira tipo, Leva tipo, Plata tipo | ||||
| Hejtelementoj | Grafitaj hejtelementoj, Mo-hejtelementoj | ||||
| Hejta ĉambro | Komponita grafita felto, Tute metala reflekta ekrano | ||||
| Tipo de fluo de gasa sensoifigo | Honorizonta alterna gasfluo; Vertikala alterna gasfluo | ||||
| Vakuopumpiloj | Mekanika pumpilo kaj radikpumpilo; Mekanika, radikpumpilo kaj difuzpumpilo | ||||
| PLC kaj elektraj elementoj | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperaturregilo | EUROTHERM;SHIMADEN | ||||
Kvalitkontrolo
Kvalito estas la spirito de la produktoj, estas la ŝlosila punkto por decidi fabrikon's estonteco. Paijin konsideras kvaliton kiel la plej prioritatan aferon en nia ĉiutaga laboro. Por certigi la bonan kvaliton de niaj produktoj, ni atentis multe tri aspektojn.
1. Plej grava: Homo. Homo estas la plej grava punkto en ĉiu laboro. Ni havas kompletajn trejnajn kursojn por ĉiu nova laboristo, kaj ni havas takssistemon por taksi ĉiun laboriston je nivelo (juna, meza, alta). Malsamnivelaj laboristoj estas asignitaj al malsamaj laborpostenoj kun malsamaj salajroj. En ĉi tiu takssistemo, ĝi...'ne nur la kapabloj, sed ankaŭ la indico de respondeco kaj erarofteco, plenuma povo ktp. Tiel, laboristoj en nia fabriko pretas fari la plej bonan en sia laboro. Kaj strikte sekvas la regulojn pri kvalito-administrado.
2. Plej bonaj materialoj kaj komponantoj: Ni aĉetas nur la plej bonajn materialojn sur la merkato, ni scias, ke ŝpari 1 dolaron en materialo kostus 1000 dolarojn fine. La ŝlosilaj partoj kiel elektraj komponantoj kaj pumpiloj estas ĉiuj markaj produktoj kiel Siemens, Omron, Eurotherm, Schneider ktp. Por la aliaj partoj fabrikitaj en Ĉinio, ni elektas la plej bonajn fabrikojn en la industrio kaj subskribis kontrakton pri garantio de produktokvalito kun ili, por certigi, ke ĉiu komponanto, kiun ni uzas en la forno, estas la plej bonkvalitaj produktoj.
3. Strikta Kvalitadministrado: Ni havas 8 kvalitkontrolpunktojn en la procezoj de fornproduktado. Ekzamenon en ĉiu kontrolpunkto faras 2 laboristoj kaj 1 fabrikestro respondecas pri ĝi. En ĉi tiuj kontrolpunktoj, materialoj kaj komponantoj, kaj ĉiu aspekto de la forno estas duoble kontrolataj por certigi ĝian kvaliton. Fine, antaŭ ol la forno forlasas la fabrikon, ĝi devas esti fine kontrolita per varmotraktadaj eksperimentoj.